واتر جت چیست؟
همگام با پيشرفت صنعت و تكنولوژي، نياز به دستگاهها و تجهيزات متنوع و تك منظوره روزبروز افزايش مييابد. علاوه بر اين تنوع، سليقههاي گوناگون استفادهكنندگان و روند به سوي تكامل صنعت ، موجب شدهاند كه ديگر سيستمهاي توليدي قديمي مانند ماشينهاي تراش معمولي ، جوابگوي تغييرات مداوم در تقاضاهاي بازار نباشند. در نتيجه، با تنگ تر شدن عرصه رقابت ، توليدكنندگان در سالهاي اخير به ابداع سيستمهاي توليدي پيشرفته روي آوردهاند تا بتوانند هم قادر به ارضاي نيازهاي مشتري باشند و هم بقاي خود را تضمين نمايند. در طي اين تغيير و تحول سيستمهاي توليدي، رايانهها نقش بسيار مهمي را در هدايت ، كنترل و پيگيري عمليات مختلف دستي يا ماشيني بعهده گرفتهاند. از طرفي، به منظور كاهش خطاهاي انساني و ارتقاي سطح تكرارپذيري و دقت عمل، رباتهاي گوناگوني طراحي و ساخته شدهاند تا محصولات توليدي از كيفيت و قابليت اطمينان بالايي برخوردار شوند. يكي از اين دستگاههاي پيشرفته وكارآمد دستگاه برش بوسيله جت آب (water jet cutting ) مي باشد.
این موتورهای آبی ، در زمينه تکنولوژی به مدت بيش از يکصد سال استفاده می شده است، بعنوان مثال در زمينه استخراج معدن و ساخت تونل برای سنگ شویی کردن سنگ و زمين از آن استفاده می شده .اولين تلاشها برای بريدن مواد نرم با استفاده از واتر جت از سال 1960 آغاز شده است. از اواسط دهه هشتاد واتر جت در ترکيب با مواد ساينده برای بريدن مواد سخت مثل فلزات و سنگها وپلاستيکها نیز مورد استفاده قرار گرفت .
اخیراً بر طبق گزارش Frost و Sullivan كه یك شركت بازاریابی كار میكنند، اعلام نمودهاند كه abrasive waterjet به نحو چشمگیری رشد و گسترش قابل ملاحظهای پیدا كرده است. رشد 1/9 درصد در فاصله سالهای 2002-1997 برای بازار واترجت و جت مواد درآینده پیشبینی میشود.
هم واترجت و هم لیزر قادرند فلزات و دیگر مواد را برش دهند. ولیكن دستگاههای واترجت ارزانتر از دستگاههای لیزر میباشند.
این فرآیند برای برشکاری و شیار زنی غیر فلزات متخلخل مانند: چوب , چرم , اسفنج و... مناسب است . از آن همچنین برای برشکاری کامپوزیت ها , برداشتن روکش سیم ها و پلیسه گیری استفاده می شود .این فرایند با بهره گیری از اصل تاثیرات فرسایشی یک جت آب با قطر کم وسرعت بالا کار می کند. کیفیت لبه های ماشین کاری شده در این فرآیند به طور معمول بهتر از دیگر فرآیند های برشی رایج است .
جت آب یک ابزار برشی است که هرگز کند نمی شود و یا نمی شکند . این فرآیند گرد و غبار تولید نمی کند , پس از این رو خطرات موجود در ماشین کاری کامپوزیت های الیافی و آزبست ها به حد اقل می رسند .
فرآیند های مشابه:
ماشین کاری با جت ساینده (AJM) ,ماشین کاری جریان ساینده (AFM) و ماشین کاری جت آب ساینده (AWJM) دراین فرآیند ها از مواد ساینده, جت آب ویا هر دو آنها برای ماشین کاری استفاده می کنند.
در AJM, مواد ساینده به وسیله فشار هوا به سطح قطعه کار برخورد می کند و باعث ماشین کاری می شود. در واتر جت فقط آب ماشینکاری میکند .
ابزار برش, آب خالص یا آب به همراه مواد ساینده است. فرآیند برش با آب خالص معمولا برای مواد کم استحکام مانند کاغذ, شیشه, فایبر گلاس ومقوا وفرآیند برش به همراه مواد ساینده , برای مواد مستحکم مانند فلزات و آلیاژها مورد استفاده قرار می گیرد.
برش بوسيله جت آب (water jet cutting) داري قابليت انعطاف بالا و توانايي تغيير درصنايع توليدي را دارا مي باشد و اجازه انجام بيشتر برشها را به كاربران آن مي دهد .
به گفته يكي از صاحبان ومالكان كارخانه ساخت اين دستگاهها :
((اين تكنولوژي با قابليت انعطاف پذيري بالا در انجام برش ها و ارائه بهترين تكنولوژي در اقتصاد و تجارت و صنعت ، نتايج دلخواه ومورد نظر ما را با قابليت اطمينان بسيار حيرت انگيز ارائه مينمايد .))
عمده فعاليتهاي انجام شده در چها ردهه گذشته مربوط به ايجاد تكنولوژي فشار بسيار زياد مورد نياز اين قبيل دستگاههاي پيشرفته بوده است زيرا كه براي برش فلزات بايد آب مصرفي با فشار بسيار زياد تنظيم شود وتحت فشار قرار گيرد تا بتواند يك جريان برش بسيار قوي را براي برش ايجاد نمايد . اين پروسه ها فقط براي دو مورد زير قابل اجرا ميباشد :
* آب مصرفي
*جت مواد ساينده
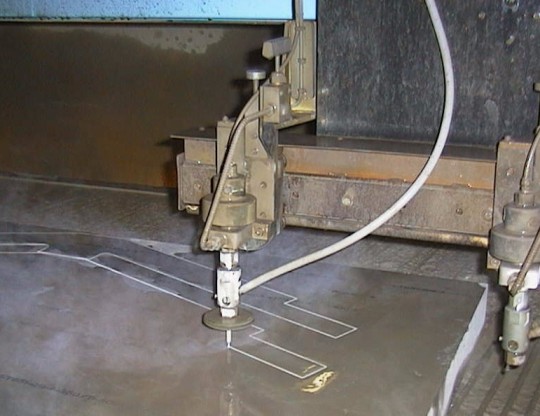
سازوکار واتر جت ازیک باريکه آب، با سرعت بالا که يک ماده ساينده به منظور برش مواد سخت به آن تزريق شده ، تشکيل شده است .مخلوط آب ومواد ساينده يک بريدگی باريک را روی قطعه کار ايجاد می کند
عنصر کلیدی در این فرآیند آب است که با سرعت 900 متر بر ثانیه حرکت می کند و به هنگام برخورد این جریان به سطح قطعه کار ماده بر اثر نیروی آب به سرعت برداشته می شود.
اجزای تشکیل دهنده :
به طور کلی میتوان این دستگاه را به دو قسمت زیر تقسیم کرد:
1-سیستم کم فشار شامل موتور الکتریکی ، تانک , لوله های فشار ضعیف وفیلترها .
موتور الکتریکی : از این موتور برای به حرکت درآوردن پمپ روغن استفاده می شود و معمولا قدرتی در حدود Hp 75 دارد .
تانک:برای جمع آوری آب وبرگشت آب اضافه از آن استفاده می کنند.
لوله های فشار ضعیف: برای انتقال آب از تانک به پمپ وبرای برگشت آب ازسیستم به تانک استفاده میکند چون که این لوله ها تحت فشار نیستند پس میتوان جنس آنها راضعیف در نظر گرفت.
فیلتر : برای جدا کردن ذرات ساینده از آب استفاده می شود. در ماشین کاری مواد ساینده با جت آب فیلتر کردن اهمیت کمتری دارد ولی در برشکاری با جت آب از اهمیت بیشتری برخوردار است , زیرا عمر نازل تا حدود زیادی , به تمیز بودن آب بستگی دارد. در دو قسمت از مدار فیلتر قرار می گیرد , یکی در مسیر ورودی آب به تقویت کننده , که محافظت لازم را از تقویت کننده به عمل می آورد.اگر از آب شهری که املاح معدنی دارد استفاده شود اهمیت تصفیه آب بیشتر می شود,زیرا آب شهری دارای کلسیم,آهن,سدیم وغیره می باشد که ته نشین می شوند.دقت این فیلتر 45/0میکرون می باشد. دومین فیلتر بعد از انباره ودر مسیر ورود به نازل قرار می گیرد.
2- سیستم پرفشارکه شامل سیستم پمپاژ , لوله های فشار قوی , انباره (آکومولاتور) , سیستم تغذیه مواد ساینده ( در AWJM ) ، شیر قطع و وصل و مجموعه نازل است .
سیستم پمپاژ: این سیستم از دو قسمت تشکیل شده است:واحد هیدرولیک وقسمت تقویت کننده فشار.
واحد هیدرولیک: شامل یک موتور الکتریکی و یک پمپ هیدرولیکی روغن است. پمپ روغن به موتورالکتریکی متصل است وانرژی خود را از طریق آن تامین می کند. پمپ روغن , روغن را از منبع آن کشیده وفشار آن را افزایش می دهد.
پمپ روغن :
این پمپ برای بوجود آوردن فشار لازم بر روی روغن استفاده می شود و نیروی خود را از موتور الکتریکی گرفته و روغن را از مخزن روغن کشیده و به سیستم تقویت کننده می فرستد . این پمپ ها بیشتر از نوع دنده ای هستند . به دلیل اینکه بحث در مورد پمپ ها در حوصله این بحث نمی گنجد از توضیح در مورد آنها منصرف شده و تنها به عکس ها یی این پمپ ها اکتفا می کنیم . ولی این نکته قابل توجه است که هر پمپ یک سوپاپ اطمینان دارد که در صورت زیاد تر از حد مجاز شدن فشار بصورت یک فشار شکن عمل می کند .
تقویت کننده فشار :
چگونه فشار آب بسیار زیاد می شود ؟ پمپ روغن ، روغن را با فشار 200 بار به داخل این سیستم می فرستد .روغن پمپ شده به طور متناوب روی دو طرف پیستون بزرگ عمل کرده و موجب حرکت آن به چپ و راست می شود . زمانی که روغن از سمت چپ وارد سیلندر روغن می شود ، پیستون بزرگ به سمت راست حرکت می کند و این حرکت سبب جابجایی پیستون کوچک سیلندر آب به طرف راست می گردد و فشار منفی نسبی کمتر از فشار جو بوجود می آورد . فشار آب در نقطه ورود آب به سیلندر در حدود فشار جو است و اگر از پمپ برای هدایت آب استفاده شود ، کمی بیشتر از فشار جو خواهد بود . این اختلاف فشار موجب هدایت آب به داخل سیلندر می شود .شیرهای یک طرفه ی ساچمه ای تضمین کننده ی جریان مایع در جهت های مناسب و صحیح هستند . وقتی پیستون بزرگ به انتهای سمت راست سیلندر روغن برسد ، جهت جریان روغن تغییر می کند و روغن از سمت راست وارد می شود که این خود موجب رانش پیستون بزرگ به سمت چپ گشته و سبب جابجایی پیستون کوچک در سیلندر آب به طرف چپ و انتقال آب با فشار بسیار زیاد به بیرون می گردد. در ضمن پیستون کوچک در سیلندر آب طرف راست نیز به سمت چپ حرکت کرده و با ایجاد مکش ، آب را از ورودی سمت راست به سیلند آب هدایت می کند . این روند با رفت و برگشت پیستون بزرگ ادامه می یابد .= (A /A ) PP
P فشار خروجی آب
P فشار روغن
A سطح مقطع پیستون بزرگ ( روغن )
A سطح مقطع پیستون کوچک ( آب )
با استفاده از فرمول بالا اگر فشار روغن Mpa 20 باشد برای ایجاد فشار Mpa 400 بر روی آب ، یا باید سطح مقطع پیستون روغن 20 برابر پیستون آب باشد و یا دبی روغن 20 برابر دبی آب باشد .
D / D =Dπ/4 )) / Dπ/4 )) A /A =
اگر قطر پیستون آب را cm 1 و قطر پیستون روغن را cm 7 در نظر بگیریم ، با فرض یکی بودن فشار روغن و فشار ورودی آب ، فشار نهایی آب تقریبا 50 برابر بیشتر می شود .همان طور که در شکل دیده می شود چهار شیر یک طرفه در این سیلندر وجود دارد که مانعی بین قسمت های پر فشار و کم فشار است . جوری که دو شیر یکطرفه بالا از خروج آب جلوگیری می کنند و دو شیر یکطرفه پایین از ورود آب . این سیلندر فشار آب را تا Mpa 415 بالا می برد .
انباره ( Accumulator) : چون که سیستم تقویت کننده فشار آب بصورت دو طرفه کار می کند نمی تواند جریان یکنواختی را فراهم کند بنابراین آب پر فشار خارج شده ازاین سیستم در انباره جمع می شود تا یک جریا ن پیوسته و دائم را به نازل هدایت کند . آبی که به نازل می رسد نوسان کمتری دارد . (کمتر از 5 درصد ) در صورتی که بدون انباره این نوسانات به 50 درصد هم می رسد . از طرفی آبی که در حدود Mpa 415 فشار دارد ولی در حدود 12 درصد تراکم پذیر است ، درصد این تراکم پذیری نسبت به تغییرات فشار تغییر می کند . ولی هنگامی که آب در انباره جمع می شود این درصد ثابت می ماند .
سیستم تغذیه مواد ساینده :
این سیستم باید یک جریان کنترل شده ی ذرات ساینده را به نازل برساند . این سیستم یک جریان از ساینده خشک را به نازل می رساند . این سیستم نیاز به تولید فشار زیادی ندارد , زیرا فشار و سرعت آبی که در نازل وجود د ارد ذرات ساینده را از مجرای خودش مکش می کند ( دقیقا مانند بالا کشیده شدن بنزین در کاربراتور موتور خودرو) . این سیستم نمی تواند ساینده های خشک را به طور مداوم در فاصله طولانی به نازل ارسال کند . اما اگر ساینده بصورت دوغ آب در آمده باشد یعنی آب و ساینده قبل از رسیدن به نازل با هم مخلوط شوند , این مشکل برطرف می شود .
نازل:
جهت تبدیل مایع فشار قوی به جت با سرعت زیاد به کار می رود. در کل نازل دو وظیفه دارد:
1- مخلوط کردن جت ساینده و آب
2- تشکیل یک جت آب ساینده با سرعت بالا.
نازل یک جریان همگرا در دهانه خود بوجود می آورد . اگر فرآیند بدون مواد ساینده باشد خوردگی نازل از اهمیت کمتری بر خوردار است . ولی در فرآیند ماشین کاری با مواد ساینده این موضوع اهمیت بیشتری پیدا می کند . جنس دهانه نازل از یاقوت کبود ( نوعی جواهر صنعتی ) , تنگستن کارباید و یا برن کارباید ساخته می شود .
البته می توان از الماس هم استفاده کرد که کارایی بیشتری دارد ولی به دلیل گرانی از آن در موارد خاص استفاده می شود .
یك مجموعه كامل نازل واترجت حدود 500 تا 1000 دلار میباشد در صورتی كه نازل جت سازنده حدود 800 تا 2000 دلار هزینه در بر دارد.
در بیشتر موارد دو نوع نازل وجود دارد :
1- نازل با یک جت و تغذیه کناری
2- نازل با چندین جت و تغذیه مرکزی
1) در این نازل آب از وسط نازل و مواد ساینده از کنار با جت آب مخلوط می شوند . مزیت ها : هزینه ساخت کمتر , برای برش جاهای پر پیچ و خم و دور از دسترس مناسب است, ساخت آن آسان تر است .
معایب : راندمان مخلوط شدن بهینه ای را فراهم نمی کند و فرسایش سریعی در قسمت خروجی نازل بوجود می اید . زیرا ساینده از بغل تغذیه می شود.
1) در این نازل مواد ساینده از مرکز نازل وارد شده و آب از کناره ها بصورت یک حلقه ی همگرا ی آب با آن مخلوط می شود.
مزیت ها :عمر بیشتری دارد و مخلوط بهتری از ساینده هارا در جت آب ایجاد می کند .
معایب : تولید آن به دلیل زاویه همگرایی مشکل و پر هزینه است .
قطر سوراخ نازل بین 5/0 تا 07/0 میلی متر بوده و در موارد نادر این قطر به 1 میلی متر هم می رسد . ولی هر چه قطر نازل بیشتر باشد برای فراهم کردن دبی مناسب جریان به موتور ها و پمپ های قوی و گران قیمت نیاز است و کمتر استفاده می شود . در عمل عمر مفید هر نازل در حدود 200 ساعت از کارکردش می باشد . البته اگر تصفیه کردن آب به خوبی انجام گیرد ( تصفیه با کیفیت بالا تر از 45 /0 میکرون ) , عمر نازل نیز بیشتر می شود .ونیز اگر آب دی یونیزه هم شود عمر نازل باز هم افزایش می یابد ولی این روش بسیار پر هزینه است . اگر موارد بالا رعایت شود عمر نازل بین 250 تا 500 ساعت می شود .
ساینده ها :
جنس ساینده ها معمولا سیلیکون کارباید , سیلیس و یا لعل است که بسته به جنسی که باید ماشین کاری شود انتخاب می شود . مواد ساینده پس از مصرف قابل بازیافت نیستند . اندازه ذرات ساینده معمولا بین 150 تا 1000 است . نسبت حجمی آب و ذرات ساینده یک نقطه بحرانی دارد که اگر مقدار نسبت حجمی کمتر یا مساوی آن باشد بیشترین راندمان را داریم ولی با بیشتر شدن نسبت ذرات ساینده در آب راندمان پایین می اید .
طرز کار:
موتور الکتریکی نیروی خود را از برق شهر گرفته و نیروی لازم برای به حرکت درآوردن پمپ روغن را تولید می کند. پمپ روغن نیز با این نیرو شروع به چرخیدن کر ده و روغن را از منبع روغن مکیده و فشار آن را بالا می برد . این روغن از طریق لوله های رابط به سیستم تقویت کننده می رسد . البته ممکن است این روغن قبل یا بعد از پمپ از یک فیلتر بگذرد . روغن به سیستم تقویت کننده رسیده و همان طوری که توضیح آن گذشت فشار آب را بالا برد ه و خود روغن مانند یک چرخه به هر دو طرف پیستون می آید . آب نیز قبل از رسیدن به تقویت کننده از فیلتر عبور می کند . آب خارج شده که دارای فشار زیادی است وارد انباره می شود . آب پر فشار از انباره وارد لوله های فشار قوی می شود و از یک شیر قطع و وصل گذشته و به نازل می رسد . نازل نیز همانند انژکتور موتور های دیزل کار می کند . یعنی با کوچک کردن سطح مقطع فشار و سرعت را بالا می برد .طبق رابطه ی ترمودینامیکی اگر دما را ثابت فرض کنیم p= (v / v )p →p v = p v پس می بینیم که اگر حجم را کم کنیم فشار خروجی به اندازه ی ( v /v) برابر افزایش می یابد . از طرفی هم سرعت و فشار با هم متناسب هستند . پس افزایش فشار، افزایش سرعت هم در بر دارد . در این مرحله فشار آب Mpa 400 و سرعت آن m/s 900 است . در درون نازل برای همگرا کردن آب و مواد سایند ه از یک سنگ گرانبها استفاده می شود .
هنگامی می توانیم بگوییم ماشین کاری صورت گرفته است که فشار حاصل از آب و مواد ساینده بر نیروی بین مولکولی قطعه کار غلبه کند .نازل برای برشکاری میتواند ثابت و یا متحرک باشد. در ضمن حركت تجهيزات متصل به دستگاه داراي رنج ومحدوده حركتي متقاطع بين 2 يا 3محور ميباشند درست همانند محورهاي متعددو چندگانه روباتاي صنعتي و .... براي اين منظور نرم افزارهايCAD/CAM با كنترلرها و تنظيم كننده هاي CNC تركيب ميشوند تا بتواند نقشه ها و طرحهاي مورد نظر را به مسيرهاي برنامه ريزي شده ديجيتالي قابل فهم براي ماشين تبديل كند تا عمليات برشكاري توسط كله گي سيستم اجرا گردد.
سیستم پمپ و آبرسانی واتر جت
فوايد water jet cutting :
يكي از برترين فوايد ومزاياي water jet cutting اين است كه ذاتاً داراي خاصيت برشكاري سرد ميباشد و ايجاد حرارت نمي كند .
كه همين خاصيت به مواد اجازه برش ميدهد در صورتيكه در ساير روشهاي برشكاري يا مواد مي سوزند و يا ذوب شده ويا اينكه ترك بر مي دارند .
درضمن بعضي از فرآيندهاي حرارتي سبب تاب برداشتن و سخت شدن سطح قطعه گشته و يا اينكه موجب ساتع شدن گازهاي خطرناك از جسم ميشود .
در مواد متضاد ومقابل هم كه توسط واتر جت برش ميخورند بنا به همين مزيت هيچ گونه تنش حرارتي را تحمل نمي كنند و هر گونه نتايج ناخوشايند را از آنها دور ميسازد .
برشكاري سرد ميتواند بر مناطقي كه دچار سختي نشده اند تأ ثير گذاشته و مي تواند در هر سمت وجهتي عمليات سوراخكاري ويا برشكاري را انجام دهد .
اين روش مي تواند بدون ايجاد سوراخهاي اوليه براي انجام عمليات سوراخكاري اقدام به انجام عمل سوراخكاري در هر نوع ماده و قالب ويژه وحتي در فواصل بسيار نزديك به هم نمايد و هيچگونه احتياجي به انجام عمليات ثانويه يا نهايي بر روي قـــطعه نمي باشد .
كمتر تجهيزاتي ميباشند كه حافظ محيط زيست بوده و كمترين گرد وغبار را در محيط انتشار دهند .
و يا مانع از ساتع شدن گازهاي خطرناكي كه در حين فرايندهاي تنشي به علت اين تنشهاي آزاد ايجاد ميگردد شوند . در صورتيكه در واتر جت تمامي اين موارد رعايت و اعمال ميشود .مثلا ماشین کاری آسبست تولید دود خطرناکی میکند که برای کاربران عوارض خطرناکی دارد، ولی دراین روش هیچ گونه خطری متوجه کاربران نیست.همچنین این روش صداهای ناهنجاری که شنیده نمی شوند ولی روی اعصاب تاثیر منفی می گذارند را تولید نمی کند(مانند امواج با فرکانس های بالا که توسط ماشینکاری الترا سونیک تولید میشود) .محدوده شنوایی انسان حدود 20 هرتز تا20 کیلو هرتز است ولی در التراسونیک امواجی با فرکانس 20 کیلو هرتز به بالا تولید می کند.
علاوه بر اينها ماشينهاي يكپارچه اي ميباشند كه باعث صرفه جويي در استفاده از مواد خام و اوليه مي گردند .
مي توانند برشهاي عرضي بسياركوچك ايجاد نمايند و يا در برشهاي تو در تو وپيچيده مورد استفاده قرار گيرند .
بسيار سريعتر از ابزارهاي برش معمولي مي باشند .
از ديگر فوايد آنها توانايي انجام برش بر روي رشته هاي بسيار محمكم از فلزات ، مواد صيقلي ، ويا با سطح ناهموار و لايه هاي متفاوت جمع شده مي باشد .
پس از آنكه فرايندهاي مكانيكي برروي سطوح ذره بيني اتفاق افتاد سطوح مورد نظر با موادي كه داراي عوامل خطر زا نمي باشند كامل ميگردد.
انرژي جنبشي در واتر جت باعث تغيير شكل در اجسام شده و وهمين انرژي سبب ايجاد سوراخ با درستي وصحت بالا دراجسام ميشود ، بدون باقي گذاشتن لبه ، تراشه يا پوسته اي بر روي آنها .
اين فرايند بسيار عالي بوده وداراي كيفيت سطح بسيار بالا با لبه هايي عالي مي باشد كه در بسياري موارد احتياج ما را به فرايند تمام كاري رفع مي نمايد .
واتر جت در توليد اجسام وطرحهاي پيچيده بسيار باصرفه ميباشد و مواد مي توانند در فئال نزديكي از هم برش بخورند.
همچنين ايجاد گوشــــــه هاي تيز واريب و سوراخهاي شكافدار و شكلـــهايي با گوشه هاي شعاع بسيار كوچك امكان پذير مي باشد .
همچنين انجام عمليات بر روي مواد روي هم قرار گرفته ، چندين قطعه اي ، و عمليات تو در تويي مـــــــــــــواد كردن را به معناي واقعي در كمترين زمان برش مي دهد .
واتر جت همچنين محافظ محيط زيست مي باشد و فرايندي پاك و تميز مي باشد و توليد تراشه و خرده هاي فلزي و گازهاي خطرناك نمي نمايد.
همچنين به مواد روغني و محلولهاي خنك كننده در طول فرآيند نيازي نمي باشد . در جهان امروزي با وجود قيمت بالاي مواد اوليه و وجود منابع محدود ، انجام برشهاي كوچك وچاكدار ويا برشهاي عرضي و انجام عمليات تو در تويي بر روي قطعات امكان بهينه سازي مصرف مواد اوليه را براي ما همراه با افزايش سود آوري فراهم مي سازد .
با استفاده از آب خالص امكان برش پارچه ، مواد الاستيكي (elastomers)، مواد غير بافته (non-wovens)، مواد پلاستيكي و پليمرهاي نازك ، محصولات غذايي و بسياري توليدات ديگر وجود دارد .
با سرعتي چند صد برابر حالتهاي معمولي در دقيقه .
با افزايش مواد ساينده ميتوان مواد بسيار سخت همانند فلزات ، سنگ ، شيشه هاي گلوله اي شكل ، سراميكها و غيره را براحتي برش داد .
مواد ضخيم نيز ميتوانند براحتي در سيستمهاي سايشي واتر جت مورد استفاده قرار گيرند .
برش و يا سايش فلزات قطور نيز از ديگر فوايد و مزيتهاي تكنولـــــــــــــوژي واتر جت مي باشد .
با تنظيم و سازگاري بين دهانه يا نازل برش و قطر دهانه كانوني مجراي برش و همچنين كميت ونوع مواد سايشي مورد استفاده مي توان به بالاترين تأثير برشي مورد نظر دست يافت
واتر جت با چه سرعتي كار ميكند ودر اين سرعت صحت ودرستي خود را چگونه حفظ مينمايد ؟
سرعت كار وهمچنين صحت انجام آن بستگي به ساختار ماده ، ضخيم بودن ، كيفيت مطلوب برش ، واشرهاي مورد استفاده در يك دستگاه واتر جت دارد كه با قابليت حركتي كه دارد اجازه حركت بين 1/0تا 3000 اينچ در هر دقيقه را ميدهد .
تكنيكهاي اتوماتيك (Technic-Automation ) سخت افزارهايي را پيشنهاد ميكند كه سرعت برش را براي طيف وسيعي از فلزات محاسبه نمايد .
سرعت برش با چند فاكتور تعيين مي شود از جمله كيفيت ساختماني لبه تحت برشكاري و ... كه در اين ميان مقدار مواد سايشي مورد استفاده ، فشار برش ، اندازه روزنه نازل و كانون مجراي برش ، قدرت پمپهاي فشار و... ميتواند نتيجه مطلوب ومورد نظر مارا ايجاد نمايد.
حركتهاي پيچيده بيشتر ( 5 محوره - روباتيك - باتريهاي اضافي - پره هاي برش متقاطع و ....) و يا مواد دستي ديگر داراي قيمتهاي بالاتري ميباشند .
3- چگونهwater jet cutting مي تواند اجسام ضخيم وقطور را برش دهد ؟
بستگي به سطح يا سختي مواد مورد برشكاري دارد كه در رنجي ميان 0.25 تا 30 اينچ تغيير ميكند .
مواد سخت معمولاً در رنج بين 0.25تا 2.5 اينچ برش مي خورند .
و اين مطلب به اين معني نمي باشد كه فولاد يا سنگي با ضخامت 4يا 5اينچ نمي تواند برش بخورد بلكه تمام آن بستگي به فشاري كه برش اعمال ميكند ، دارد .
4- ميزان فشار أب مورد نياز چه ميزان ميباشد واين سيستمها به چند صورت ميباشند ؟
مقدار فشار بستگي به شرايط مصرف كننده و نوع مواد مصرفي مي باشد و همچنين موارد ديگر مانند تعداد پمپها ونازلهاي مورد استفاده نيز تأ ثير گذار ميباشد .
اينگونه سيستمها بنا به نياز مشتري و اينكه در كجا مورد استفاده قـــــــرار ميگيرند ( كارخانه ، آزمايشگاه ، و...) مي توانند قابل حمل ويا ثابت باشند .
کیفیت برش سطح با فشار بیشتر قطر جت و با کاهش سرعت جابجایی بهتر می شود، که با این حالت می توان اجسام چگالتر و با ضخامت بیشتر را نیز به خوبی برش زد.
از واتر جت همچنین جهت پلیسه گیری و برداشتن ناصافی های سطح نیز می توان استفاده کرد.
مرجع : http://www.techjet.com
:: موضوعات مرتبط:
واتر جت چیست؟،
،
:: برچسبها:
واتر جت,
واترجت چیست؟,
کار با واتر جت,
مقاله در مورد واتر جت,
,





